JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
JingShi
Utjevning av platemetall er et kritisk trinn i moderne metallproduksjon. Før skjæring, bøying, sveising eller stansing kan gi konsistente resultater, må råmaterialet være virkelig flatt – ikke bare visuelt flatt, men stressfritt og formstabilt. Å velge feil utjevningsmetode fører til avviste deler, omarbeiding og nedstrømsprosessfeil. Denne veiledningen dekker alle viktige plateavrettingsmetoder, forklarer fysikken bak hver, og gir deg et praktisk rammeverk for å velge riktig tilnærming basert på krav til materiale, volum og presisjon.
Hvorfor metallplater krever utjevning
Platemetall forlater møllen i spoleform. Under kveiling strekker den ytre overflaten seg mens den indre overflaten komprimeres, og låser motstående spenninger inn i materialets kornstruktur. Når servicesentre vikler ut, retter ut og kutter arket til lengden, forsvinner ikke disse spenningene helt – de forblir fanget inne i det som ser ut til å være et flatt stykke metall.
Problemet blir synlig i det øyeblikket en termisk kutteprosess som laser- eller plasmaskjæring påføres. Varme frigjør de låste spenningene, og deler forvrider seg, bøyer seg eller utvikler kant- og midtbølger. Den samme forvrengningen oppstår etter stansing eller finblanking. Selv mekanisk kuttede deler utviser restspenninger som forvrenger geometrien under etterfølgende forming eller sveising.
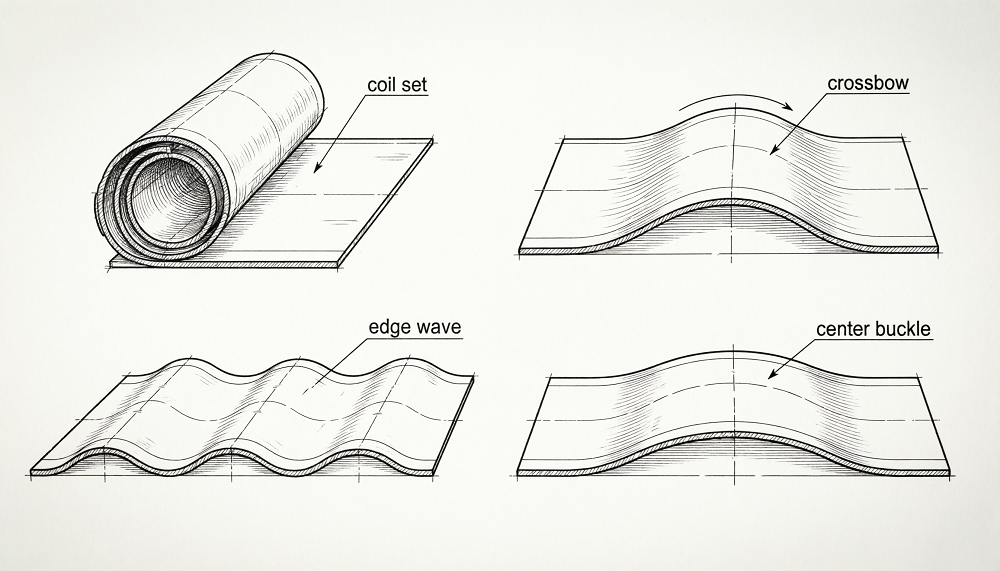
De vanlige flathetsdefektene som utjevning må løse inkluderer:
- Spolesett: en langsgående bue som følger viklingsretningen, mest alvorlig mot spolkjernen.
- Armbrøst: en tverrgående bue vinkelrett på rulleretningen, med midten hevet over kantene.
- Kantbølge: bølgete kanter forårsaket av trykkspenning i kantsonene i forhold til sentrum.
- Senterspenne: lokalisert knekking i midten av arket der midten er lengre enn kantene.
- Vri: diagonal forvrengning over deloverflaten, ofte introdusert under asymmetrisk kutting eller håndtering.
Hver defekttype har en forskjellig spenningsprofil og reagerer derfor forskjellig på hver utjevningsmetode. Forståelse flathetsstandarder for plater før du velger en utjevningsprosess, kan du definere et målbart akseptkriterium og unngå tvister ved igangkjøring.
Hammer og Flamme Leveling
Hammeravretting er den eldste plateavrettingsmetoden og er fortsatt i bruk i dag for spesifikke situasjoner der maskinell nivellering er upraktisk. En erfaren operatør slår arket med en hammer i et bevisst mønster, strekker komprimerte soner og lindrer lokale spenningskonsentrasjoner. Flammeutjevning fungerer på et beslektet prinsipp: en fakkel varmer opp et lokalisert område, og forårsaker termisk ekspansjon; ettersom sonen avkjøles og trekker seg sammen, trekker den omgivende materiale mot det oppvarmede punktet, og korrigerer lokal bøyning.
Begge metodene krever betydelig dyktighet. Resultatene avhenger direkte av operatørens evne til å lese delen, bedømme spenningsfordelingen og bruke riktig energi i riktig rekkefølge. Ingen to operatører gir identiske resultater, og ingen enkelt del kan reproduseres med sikkerhet. Et enkelt stykke kan ta alt fra 30 minutter til flere timer å jevne ut, avhengig av alvorlighetsgraden av forvrengningen og delens kompleksitet.

Når utjevning med hammer og flamme er fornuftig
- Allerede monterte strukturer eller sveiser som ikke kan passere gjennom en rullemaskin.
- Svært små produksjonsvolumer der maskinoppsettkostnaden ikke er forsvarlig.
- Spesialformede eller uregelmessige deler som maskinførerne ikke kan ta imot.
- Korreksjon på stedet av ferdige komponenter der dimensjonstoleransen er moderat.
For produksjonsmiljøer der gjennomstrømning, repeterbarhet eller presisjonstoleranser for flathet betyr noe, er utjevning med hammer og flamme uegnet. Den menneskelige faktoren gjør det umulig å garantere konsistente resultater på tvers av en batch.
Press og retting Pressnivellering
En rettepresse støtter arket eller platen på to punkter og påfører en formingsform for å presse materialet flatt mellom disse støttepunktene. Prosessen retter seg mot spesifikke steder på den delen der forvrengningen er konsentrert. Flere pressesykluser er vanligvis nødvendig før delen når akseptabel flathet, ettersom hvert presseslag korrigerer ett område mens det potensielt introduserer stress i tilstøtende soner.
Noen produsenter bruker kantpresser som improviserte nivelleringsanordninger, noe som er egnet for å korrigere en enkelt synlig deformasjon, men ikke adresserer distribuert indre stress. En dedikert rettepresse gir bedre kontroll enn en kantpresse som er gjenbrukt for utjevning, men kan fortsatt ikke matche gjennomstrømningen eller avspenningsdybden til et rullebasert system.
Utjevning av et enkelt stykke på en rettepresse tar vanligvis opptil 60 minutter og krever en dyktig spesialist for å tolke delens oppførsel mellom slagene. Metoden blir mer praktisk for plater tykkere enn 50 mm, hvor utjevningsruller kan mangle mekanisk kapasitet, og for lavvolumproduksjon der en maskininvestering ikke er forsvarlig.
Begrensninger å vurdere
- Kan ikke adressere distribuert indre spenning - bare synlige geometriske defekter på diskrete punkter.
- Risiko for tilbakespring krever gjentatte trykksykluser og utvidede syklustider.
- Stoler sterkt på operatørens dømmekraft, noe som gjør repeterbarheten mellom operatørene variabel.
- Ikke egnet for tynne metallplater — høy lokal belastningskonsentrasjon risikerer overflateskade eller permanent merking.
Rullenivellering: Fra enkle rettetang til presisjonssystemer
Rulleutjevning er den mest brukte industrielle plateavrettingsmetoden. Arket passerer gjennom en rekke forskjøvede ruller som utsetter det for vekslende bøyninger med gradvis avtagende amplitude. Denne gjentatte elastisk-plastiske deformasjonen omfordeler indre spenninger over tverrsnittet og driver materialet mot en jevn, spenningsavlastet flat tilstand.
Den grunnleggende fysikken følger en avtagende sinusbølge: inngangsenden påfører den største bøyeforskyvningen, og hvert påfølgende rullepar reduserer forskyvningen til materialet går ut i en nesten nøytral spenningstilstand. Effektiviteten til prosessen avhenger av tre sammenhengende variabler: rullediameter, rullestigning (avstand fra senter til senter) og pressedybde (penetrering) .
Enkle rullenivellere (rettretter)
Enkle rettetang bruker minimum syv ruller med relativt store diametre og store mellomrom. De håndterer tykkere plater og et begrenset tykkelsesområde. Fordi valsene ikke er aktivt støttet mot nedbøyning under belastning, bøyer de seg under trykk, noe som gir ujevn bøyning over arkbredden. Flathetsresultater er tilstrekkelige for generelle strukturelle applikasjoner, men utilstrekkelig for presisjonsproduksjon. Det kreves ofte flere gjennomkjøringer gjennom maskinen, og prosessen avhenger fortsatt av operatørens erfaring for å stille inn valsene riktig.
Presisjons multi-roller levelers
Presisjonsnivellere legger til mellom- og støtteruller bak arbeidsrullene for å forhindre nedbøyning under belastning. Dette tillater mindre arbeidsrullediametre og tettere stigning, noe som øker antall bøyesykluser per arklengdeenhet og forbedrer maskinens evne til å korrigere kortbølgedefekter som kantbølger og senterspenner. Presisjonssystemer kan oppnå flathetsverdier på 0,1 mm/m eller bedre – et krav til sagblader, presisjonsstemplingskomponenter og fintoleranse metallplater.
Sammenlignet med manuelle metoder, reduserer utjevning av ruller syklustiden dramatisk. En del som krever 10 minutter med kantpress eller nivellering med hammer for hånd, kan bearbeides på under ett minutt på en presisjonsvalse, noe som gir målbare kostnadsreduksjoner i store volumoperasjoner.
Rullemaskin (tre-valser systemer)
Den enkleste rullebaserte konfigurasjonen bruker tre forskyvningsruller. Arket bøyer seg rundt valsene når det passerer gjennom, og prosessen gjentas til flatheten er akseptabel. Denne tilnærmingen er kun effektiv for deler med enkle, jevne flathetsfeil. Det tar ikke opp indre stress og krever flere repetisjoner for ethvert materiale med betydelig forvrengning. Den egner seg best for verksteder som håndterer lette bøyekorrigeringer ved lavt volum.
Spenningsutjevning
Strekkutjevning strekker arket i lengderetningen ved å trekke det mellom to strekkruller til den påførte spenningen overstiger materialets flytegrense. Ettersom arket gir jevnt etter på tvers av tverrsnittet, kollapser spenningsforskjellen mellom tidligere komprimerte og strakte soner, og materialet kommer ut i en flat tilstand med lav restspenning.
Mange industrielle strekkutjevningssystemer kombinerer rullebøying med spenning i en hybrid tilnærming: arket passerer først gjennom bøyevalser for å omfordele grov belastning, og gjennomgår deretter strekk for å oppnå endelig flathet og jevn tykkelse. Denne kombinasjonen er spesielt effektiv for høyfast stål og svært tynne materialer der systemer med kun ruller sliter med å påføre tilstrekkelig bøying uten skader på overflaten.
Beste bruksområder for strekkutjevning
- Svært tynt ark og folie hvor små rullediametre fortsatt markerer overflaten.
- Høyfaste stålkvaliteter med flyt-til-strekkforhold nær 1,0, som er vanskelige å bøye uten overbelastning.
- Spolebehandlingslinjer hvor materialet går kontinuerlig og spenningskontroll er allerede en del av linjearkitekturen.
- Bruksområder hvor jevn tykkelse over hele bredden er like kritisk som flathet.
Ulempen er kompleksitet og kapitalkostnader. Spenningsutjevning krever presis kontroll av strekkspolene og nøye kalibrering for å unngå å introdusere ny lengdespenning fra ujevn trekking. Den er mindre praktisk for del-for-del-utjevning etter kutting og brukes først og fremst i miljøer for spolebehandling.
Varmvalsing og kaldvalsing
Kaldvalsing fører arket gjennom valser ved eller nær romtemperatur, og påfører høyt trykk som deformerer materialet plastisk. Denne metoden korrigerer ikke bare flathet, men forbedrer overflatefinish og øker mekaniske egenskaper - både hardhet og strekkstyrke øker på grunn av arbeidsherding. Det er hensiktsmessig når overflatekvalitet er et primært krav, for eksempel for karosseripanelemner eller presisjonstekniske underlag. Begrensningen er at kaldvalsing er begrenset til tynnere målere; svært tykke plater krever overdreven kraft, og arbeidsherdningseffekten kan redusere duktiliteten til et punkt der nedstrømsformingen påvirkes.
Varmvalsende utjevning varmer opp arket over rekrystalliseringstemperaturen før det føres gjennom utjevningsvalsene. Forhøyet temperatur reduserer flytestyrken og øker duktiliteten, noe som gjør tykke plater mye lettere å deformere. Varmen akselererer også stressavlastning. Denne tilnærmingen er standard i primær stålbearbeiding og plateproduksjon i skipsbyggingskvalitet. Energikostnaden ved oppvarming er den primære driftsulempen, og termisk behandling kan endre materialets mikrostruktur på måter som krever verifisering etter prosess for spesifikasjonssensitive applikasjoner.
Hydraulisk presisjonsnivellering: Den moderne industrielle standarden
Hydraulisk presisjonsnivellering representerer den nåværende toppmoderne innen plateavretting for produksjonsmiljøer. I motsetning til mekaniske utjevningsruller der trykkkraften er fikset ved skrujustering, a hydraulisk nivelleringsmaskin bruker hydrauliske sylindre med lukket sløyfe for å kontrollere pressekraften og rullegapet dynamisk over hele arkets bredde. Dette gjør at systemet kan opprettholde konsistent bøyeenergi selv når materialtykkelse, flytestyrke eller temperatur varierer innenfor en produksjonsbatch.

Arbeidsprinsippet forblir vekslende elastisk-plast-bøyning, men presisjonen til den hydrauliske driften låser opp funksjoner som mekaniske systemer ikke kan matche:
- Bredt materialspekter: hydrauliske systemer kan behandle materialer fra 0,1 mm ultratynn kobberfolie til 60 mm spesiallegert tykk plate innenfor en enkelt maskinfamilie, og veksle mellom dem via lagrede oppskrifter.
- Aktiv kronekontroll: Støtterullene bak arbeidsrullene er hydraulisk justert sone for sone, og kompenserer for rulleavbøyning under belastning og sikrer konsistent bøying over brede ark – avgjørende for å eliminere kantbølger og senterspenner samtidig.
- Repeterbar oppskriftsbasert operasjon: materialspesifikke parametere (kraft, penetrering, hastighet) lagres og tilbakekalles automatisk, noe som eliminerer operatøravhengige oppsettvariasjoner over skift.
- Perforert og varmebehandlet materialhåndtering: avansert sone-for-sone rulletrykkkontroll muliggjør selektiv forlengelse over hele bredden, noe som gjør det mulig å utjevne materialer som overvinner enklere systemer - perforerte plater, ettervarmebehandlede emner og plate med høy strekkfasthet.
Nøkkeldifferensieringen mellom hydrauliske nivelleringskonstruksjoner ligger i kontrollarkitekturen. Å kontrollere hydraulisk trykk alene er ikke ekvivalent med lukket sløyfekontroll av rulleposisjon eller sylinderkraft. Posisjon og krafttilbakemelding – via lineære skalaer og lastceller – er det som muliggjør repeterbarhet fra dag til dag i møte med oljetemperaturdrift, ventilresponsvariasjon og gradvis komponentslitasje. Maskiner som er avhengige av trykkkontroll alene vil gi konsistente resultater bare innenfor et smalt driftsbånd.
For bulkproduksjonsoperasjoner i bilkomponenter, presisjonsplater, heisdeler, sagblader og elektronikkkapslinger, er hydraulisk presisjonsnivellering metoden som gjør at flathetsgarantier på produksjonsnivå kan oppnås og verifiseres. Utforsk hele spekteret av industriapplikasjoner hvor presisjonsnivellering gir målbar prosessforbedring.
Utjevning av båre
Utjevning av båre bruker hydrauliske klemmer for å gripe arket i begge ender og trekke det i flere retninger samtidig inntil indre påkjenninger utjevnes gjennom jevn ettergivelse over hele tverrsnittet. I motsetning til spenningsutjevning i spolebehandlingslinjer, opererer båreutjevning på individuelle kuttede ark eller plater og er designet for materialer der langsgående og tverrgående spenningsgradienter begge trenger korrigering i en enkelt operasjon.
Metoden oppnår utmerket flathet og restspenningsavlastning, men er langsommere enn kontinuerlig rulle- eller strekkutjevning og er best egnet for høyverdi, lavvolumsapplikasjoner som romfartsplater, tykke strukturelle emner eller spesiallegeringsplater der delkostnaden rettferdiggjør den lengre syklustiden. Det krever nøye kalibrering: utilstrekkelig strekk etterlater gjenværende stress; overdreven strekk endrer dimensjoner og mekaniske egenskaper permanent.
Hvordan velge riktig plateavrettingsmetode
Riktig nivelleringsmetode bestemmes av en kombinasjon av materialegenskaper, produksjonsvolum, krav til planhet og delgeometri. Tabellen nedenfor oppsummerer de viktigste utvalgskriteriene på tvers av alle hovedmetodene.
| Metode | Tykkelsesområde | Volum egnethet | Flathet kvalitet | Stressavlastning | Typisk brukstilfelle |
|---|---|---|---|---|---|
| Hammer / Flamme | Hvilken som helst | 1-5 stykker | Lav / Variabel | Delvis (kun lokalt) | Sveising, reparasjon på stedet |
| Rettepresse | > 50 mm typisk | Lite parti | Moderat | Delvis (punktkorreksjon) | Tykk plate, synlig deformasjon |
| Enkel rulleplan | Middels-tykk | Middels | Moderat | Begrenset | Generell konstruksjonsplate |
| Precision Roller Leveler | Tynn – middels | Høy | Høy (≤ 0.5 mm/m) | Bra | Prep for stempling, laserskjæring |
| Spenningsutjevning | Veldig tynn – høy styrke | Høy (coil line) | Veldig høy | Utmerket | AHSS, folie, spolebehandling |
| Kaldrullende utjevning | Tynn | Høy | Veldig høy | Bra | Bilkarosseripaneler, presisjonsdeler |
| Varmrullende nivellering | Tykk plate | Høy (mill-scale) | Moderat–high | Bra | Konstruksjonsstål, skipsbyggingsplate |
| Hydraulisk presisjonsnivellering | 0,1 mm – 60 mm | Høy | Veldig høy (≤ 0.1 mm/m) | Utmerket | Presisjonsfabrikk, produksjon av blandede materialer |
| Utjevning av båre | Middels-tykk | Lav–middels | Veldig høy | Utmerket | Aerospace plate, spesiallegeringer |
Praktisk valglogikk
Start med materialet ditt. Hvis du behandler et bredt spekter av legeringer og tykkelser i et enkelt anlegg, er hydraulisk presisjonsnivellering den eneste metoden som håndterer hele spekteret med oppskriftsbasert konsistens. Hvis operasjonen din er begrenset til en enkelt materialfamilie med høyt volum, kan en presisjonsvalse som er optimalisert for det vinduet være mer kostnadseffektiv. For svært tynn folie eller avansert høyfast stål i en kontinuerlig spolelinje, gir spenningsutjevning de mest jevne resultatene. For sporadiske tykkplatekorreksjoner eller sveisearbeid er en presse eller rettepresse fortsatt det praktiske valget.
Vurder deretter nedstrømsprosessene dine. Hvis det utjevnede arket skal laserkuttes, betyr restspenningsnivået etter utjevning like mye som geometrisk flathet - termisk skjæring vil frigjøre den spenningen som gjenstår. Hvis det skal presisjonsstemples eller formes, er jevnhet over hele bredden det dominerende kravet. Å definere nedstrømsfølsomheten før du velger en metode sikrer at utjevningstrinnet faktisk løser problemet i stedet for bare å flytte det.
For en dypere sammenligning av teknikker og utstyrskonfigurasjoner, veiledningen på metallutjevningsteknikker dekker ytterligere detaljer på verktøynivå for hver tilnærming.
Integrering av utjevning i en komplett produksjonslinje
I moderne metallproduksjon fungerer utjevning sjelden som et isolert trinn. Den høyeste avkastningen på nivelleringsinvesteringen kommer når nivelleringsmaskinen er integrert i en tilkoblet produksjonslinje – knyttet til decoileren oppstrøms, skjære- eller stemplingssystemet nedstrøms, og et sentralt datasystem som logger materialparametere, kraftinnstillinger og flathetsutfall for sporbarhet.
Oppskriftsbasert materialhåndtering er den praktiske mekanismen: når material-ID endres, endres utjevningsprogrammet automatisk, noe som eliminerer manuell oppsettstid og risikoen for å kjøre feil parametere på en ny legering eller tykkelse. Nedstrøms inspeksjonstilbakemelding – der et resultat av planhetsmålingen brukes til å avgrense neste nivelleringssyklus – lukker sløyfen og muliggjør kontinuerlig forbedring uten operatørintervensjon.
Uavhengig av utjevningsmetoden som er valgt, må overflateintegriteten overvåkes sammen med flatheten. Valsemerking, oppsamling fra forurensede valser og mikroriper på sensitive legeringer som aluminium eller kobber er årsaker til avvisning som oppstår etter utjevning, ikke under den. Vedlikeholdsdisiplin – rullerengjøring, oljerenslighet, sensorkalibrering og periodisk geometriverifisering – er den operasjonelle praksisen som holder utjevningsresultatene konsistente over tid.
For produsenter som vurderer løsninger for hydraulisk presisjonsnivellering for integrering i sine produksjonslinjer, er applikasjonsoversikt gir konfigurasjonsveiledning etter bransje og materialtype.











